1、用途、特点、适用范围
1.1主要用途
适用于煤矿用带式输送机纠偏,也适用于漏天洗煤等散料输送作业场所用带式输送机纠偏,是支撑输送带及其上面的承载物料,并保证输送带稳定地运行的装置部件。
1.2皮带自动纠偏装置特点
本纠偏装置结构简单,灵敏度高,使用寿命长,不损坏皮带,降低了运行成本,具有通用性,安装方便,免维护的特点。为皮带的纠偏提供良好的控制手段。可为现场的运行节约大量的人力、物力和财力,为安全生产,经济运行打下良好的基础。
设计采用通用的外形尺寸。安装维修简便,无需对原皮带机支架及其它部件加以改动,安装高度和宽度可调。
1.3皮带自动纠偏装置适用范围:
本自动纠偏装置应用于所有领域(如电力、冶金、化工、煤矿、食品等行业)的皮带输送上,不受环境限制。
带式输送机带速1.5m/s~5m/s范围内,运量100T/h~3500T/h,*大工作载荷2000N,输送机倾角≤18
0。
纠偏装置用于承载上分支输送散物料,纠偏托辊组槽形主要有25
0、30
0、35
0、45
0等四种。“V”形和“一”字形调偏装置主要用于回程下调偏。
2、工作环境、执行标准
2.1工作条件:
a) 环境温度为-10℃- +40℃;
b) 煤矿井下空气成分应符合《煤矿安全规程》;
c)工作环境允许有淋水情况;
d)按照一般金属物搬运条件即可。
2.2皮带自动纠偏装置执行标准:
Q/SL002-2008《煤矿用带式输送机调偏托辊 技术条件》;
MT821-2006《煤矿用带式输送机托辊 技术条件》;
MT113-1995《煤矿井下用非金属(聚合物)制品安全性能检验规范》。
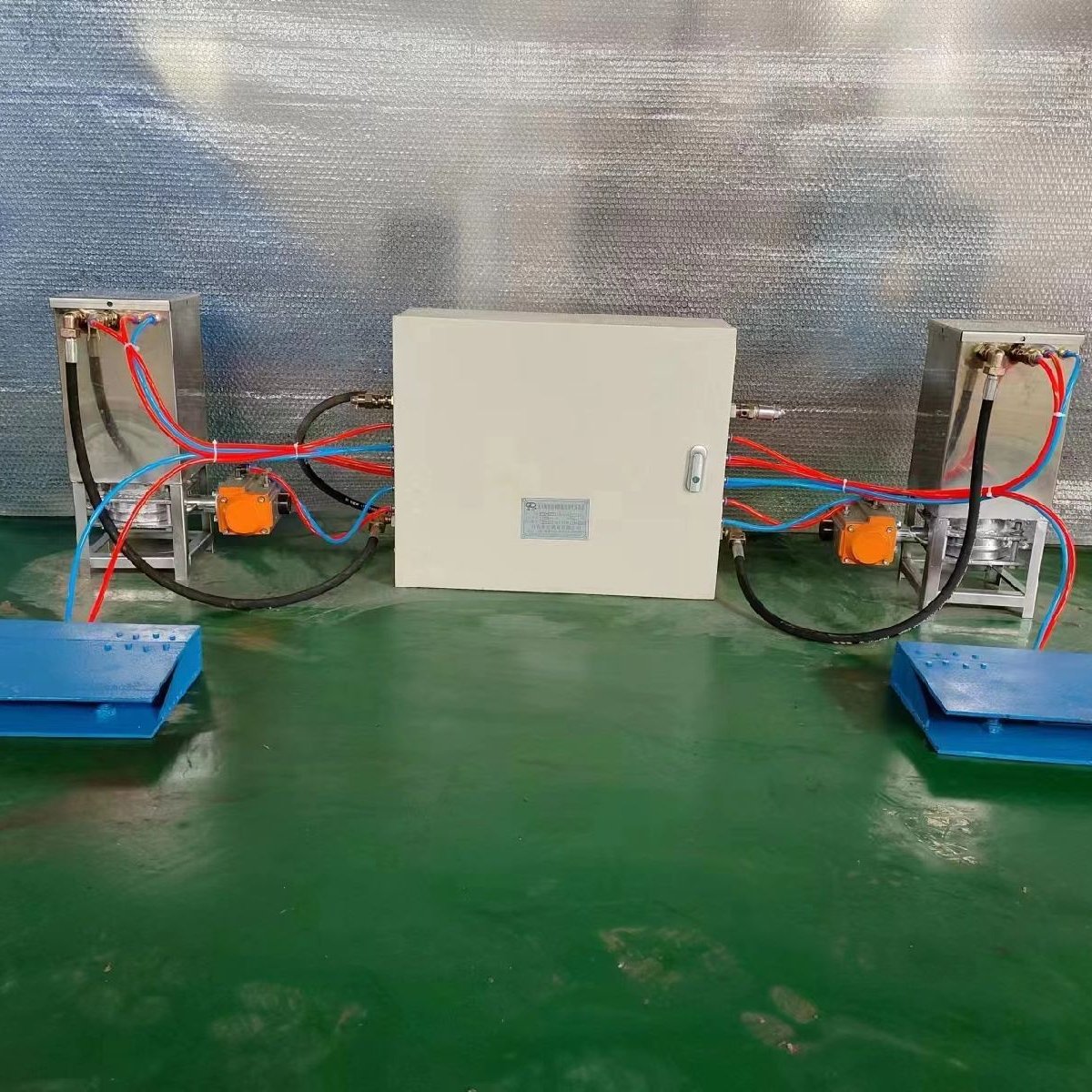
3、皮带自动纠偏装置产品分类及简介:
3.1 SLTP-( )S/X型皮带纠偏装置
纠偏装置依靠输送带和纠偏托辊表面之间的摩擦力旋转,靠筒体中间摆动轴承使托辊筒体摆动纠偏。
所采取的技术方案是:它有纠偏装置筒,在纠偏装置筒内的中部设有摆动轴承,两端设有滚动轴承,皮带正常运行时,皮带运行方向与辊筒筒体垂直。当皮带偏离中心线时,纠偏装置两端的摩擦力失去平衡使得筒体绕摆动轴承摆动,皮带运行方向与辊筒筒体不再垂直,斜交的辊轮迫使皮带回到中心路径上,皮带回正后,辊轮与皮带回到各自正常运行位置。
3.2 SLTP锥形腋轮支撑皮带纠偏装置
摆动支架两端各放置一组滚轮,增加装置的摆动灵活性和支撑力;装置中间转动机构采取密封措施,大大延长装置的使用寿命。支架上面的托辊一般采用锥形、鼓型等形式。
调偏托辊组的工作原理是利用胶带机在运行过程中产生的运行偏差或摩擦力不平衡,促使调偏器转动来达到胶带运行的重新平衡,从而达到对皮带调偏的目的。
4、主要技术参数
4.1型号及含义
S L T P [ ]
S(X)
上(下)
带宽
调偏
三力
4.2外形尺寸见表
序号 |
型号 |
带宽(mm) |
纠偏装置长度 |
直径¢(mm) |
|
1 |
SLTP-750S(X) |
650 |
750 |
175(180) |
|
2 |
SLTP-950S(X) |
800 |
950 |
175(180) |
|
3 |
SLTP-1200S(X) |
1000 |
1200 |
175(195) |
|
4 |
SLTP-1400S(X) |
1200 |
1400 |
175(195) |
|
5 |
SLTP-1600S(X) |
1400 |
1600 |
175(195) |
|
6 |
SLTP-1800S(X) |
1600 |
1800 |
175(195) |
|
7 |
SLTP-2000S(X) |
1800 |
2000 |
175(195) |
4.3密封性能
纠偏装置的密封性能必须满足MT821-2006标准的要求。
4.4使用寿命
纠偏装置强化使用寿命折算到纠偏装置实际使用寿命不得少于20000小时。现场使用时,纠偏装置损坏率应符合GB/T10595的规定。
5、结构
纠偏装置辊子采用自制轴承座和精制无缝管管焊接在一起,内部采用专用进口大游隙轴承、拉光轴和专用多层迷宫式密封结构。在整体结构上跟传统的调偏装置有很大的区别。槽型调偏装置主要用于上调偏,有调偏辊、斜摩擦托辊、调偏支架等组成;支架固定在皮带机架上,斜辊固定在中间辊角钢上,两斜辊之间的宽度和辊的倾斜度可根据皮带跑偏情况适当调整。“V”形和“一”字形调偏装置主要用于回程下调偏。“V”形调偏装置是由两调偏辊组成“V”字形;“一”字形调偏装置只有一个调偏辊,无需两端的斜摩擦辊。
6、安装、调试
6.1安装
本装置是一种用于TD75、DTII等各种型号带式输送机皮带纠偏的装置,它的核心部件就是调偏辊轮。该装置可用于不同机型带式输送机皮带的自动调偏。哪里偏就在哪里安上一组,可代替原有的托辊,也可单独安装。在皮带输送机上每隔20-50米放置一套相应规格的调偏校正装置,直接对皮带跑偏进行纠正。它能够取代现有的各种机械纠偏和电动校正装置。安装详见附图。
安装之前仔细找出皮带跑偏的位置,调偏装置安装在跑偏点前(皮带运行反方向)三倍带宽位置。正确安装的“三力”牌调偏装置可控制20-50米的皮带跑偏。装置的安装应按照带式输送机总体要求,准确地安装到位。纠偏装置安装后,辊子应保持转动灵活。安装时要求纠偏装置辊子上表面位于同一水平面上。安装上纠偏装置时,带有斜轮的一边应朝皮带运行的反方向。保证纠偏装置与皮带有足够的张力。为保证良好的张力,安装的调偏托辊高度要比前后的普通辊轮高,皮带要完全接触托辊的平面,*大限度的发挥纠偏作用。如果张力不够,托辊无法把皮带调到托辊的中间位置。张力不够还会加剧磨损托辊的胶皮。只有增加张力才能把皮带调回到托辊的中间。找到跑偏位置后,在跑偏点前运行方向后3倍带宽的位置安装“三力”牌调偏装置,将原有的托辊支架拆除换上“三力”托辊支架。保证左右两支架的连线与皮带中心线垂直。放上“三力”纠偏托辊,调整托辊轴两端铣扁平面与皮带中线垂直,卡紧两轴套上的“V”形螺栓并锁紧即可。
6.2调试
先调整张力:手动前后摆动纠偏辊两端以很费劲摆动为宜,如很轻松摆动说明需要提高纠偏辊高度,增加摩擦力,直到合适为宜。再次检查托辊铣扁是否与皮带中线垂直。然后卡紧两轴套上的“V”形螺栓并锁紧,再调整斜摩擦轮位置和倾斜度:偏离重的一边斜轮要紧靠皮带,保证有一定推力;另一边靠皮带要松一些。
检查纠偏效果:试运行皮带,把托辊端部内筒或斜轮往前撬(注意安全!!!)皮带偏离中线,放开后皮带自动回复到中间,再把托辊往后撬,皮带应向相反方向偏离中线。如果托辊没有纠偏效果,应重复检查、调整,直到有纠偏效果为宜。如果托辊只在一个方向有纠偏效果,需重新调整张力。如仍然不能解决,应敲打托辊前后滑轮支架,使支架结构与传送带垂直并水平。如果张力还不够,需在纠偏辊前皮带反面增加一个压轮,增加张力,确保张力均匀地分散在整个纠偏辊之上。前后调整支架可粗调皮带跑偏,纠偏辊轮起自动细调皮带跑偏的作用。
在检查纠偏装置运行情况时,把前后的其它纠偏装置或转换器全部拆除。因为这些装置会影响“三力”纠偏托辊的纠偏效果。
 扫一扫,手机浏览
扫一扫,手机浏览 山东传正机电有限公司13805470060内容声明:谷瀑为第三方平台及互联网信息服务提供者,谷瀑(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑与店铺经营者沟通确认;谷瀑上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑首页底栏投诉通道进行投诉。山东传正机电有限公司 电话:0138-05470060 手机:13805470060 地址: 山东邹城市中心机电产业园吉祥街东首
山东传正机电有限公司13805470060内容声明:谷瀑为第三方平台及互联网信息服务提供者,谷瀑(含网站、客户端等)所展示的商品/服务的标题、价格、详情等信息内容系由店铺经营者发布,其真实性、准确性和合法性均由店铺经营者负责。谷瀑提醒您购买商品/服务前注意谨慎核实,如您对商品/服务的标题、价格、详情等任何信息有任何疑问的,请在购买前通过谷瀑与店铺经营者沟通确认;谷瀑上存在海量店铺,如您发现店铺内有任何违法/侵权信息,请在谷瀑首页底栏投诉通道进行投诉。山东传正机电有限公司 电话:0138-05470060 手机:13805470060 地址: 山东邹城市中心机电产业园吉祥街东首